热点资讯
其他资讯
质在用心新传动设备伺服式ZPLF90-50液压行星减速器
文章来源:ymcdkj
发布时间:2024-05-01 00:41:46
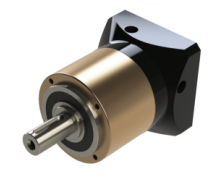
质在用心新传动设备:伺服式ZPLF90-50液压行星减速器
搪瓷设备使用条件搪瓷层能耐大多数无机酸、有机酸、 等介质,尤其在 、、 等介质中具有优良的耐腐蚀性能。但不能在下列条件下使用:任何浓度及任何温度的HF都不能耐腐蚀;磷酸:浓度3%以上、温度大于18℃时腐蚀强烈; :浓度1--2%,温度大于15℃时,腐蚀强烈;硫酸:浓度1--3%,温度大于2℃时不能耐腐蚀;碱液:PH大于或等于温度大于1℃时,不能耐腐蚀。
质在用心新传动设备:伺服式ZPLF90-50液压行星减速器
行星减速机在设计时要考虑以下要求:
一、行星减速机设计时原始和数据。例如:原电机的类型、规格、转速、工作机械的类型等等。
二、初定各项工艺方法及参数。
三、选定行星减速机的类型和形式。
四、初定计算齿轮中心距的模数及几何参数。
五、确定传动级数。依照总传动比,确定传动的级数和各级传动比。
六、整体方案设计,要确定行星减速机的结构、轴的尺寸、轴承型号等等。
七、要确定齿轮渗碳深度。
八、要确定行星减速机的附件。
九、冷却润滑的计算。
十、要选定行星减速机的类型和方式。
一般情况下行星减速机是配伺服电机和步进电机使用,为了提升电机的扭矩,减少成本。
质在用心新传动设备:伺服式ZPLF90-50液压行星减速器
3、齿轮系计算方法:减速比=从动齿轮齿数÷主动齿轮齿数(如果是多级齿轮减速,那么将所有相啮合的一对齿轮组的从动轮齿数÷主动轮齿数,然后将得到的结果相乘即可。 4、皮带、链条及摩擦轮减速比计算方法:减速比=从动轮直径÷主动轮直径。 三、电机扭矩的概念:电机扭矩即电动机的输出扭矩,为电动机的基本参数之一。单位为N.M(牛. 米)。 四、电机输出扭矩与电机转速、功率的关系。 1、公式:T=9550P/n 此公式为工程上常用的:扭矩;功率;转速三者关系的计算公式。 式中:T--扭矩;9550--常数(不必追究其来源);P--电机的功率(KW);n--输出的转速(转/分) 注:需要注意的是:若通过减速机计算扭矩时,要考虑齿轮传动效率损失的因素。 2、伺服电机扭矩计算公式:T=F*R*减速比。例子:带动100kg的物体,R=50mm,减速比为:1:50, 求伺服电机的扭矩?:100x9.8 M 五、减速机扭矩计算公式 1、速比 速比=电机输出转数÷减速机输出转数 ("速比"也称"传动比") 2、知道电机功率和速比及使用系数,求减速机扭矩如下公式: 减速机扭矩=9550×电机功率÷电机功率输入转数×速比×使用系数 3、知道扭矩和减速机输出转数及使用系数,求减速机所需配电机功率如下公式:
电机功率=扭矩÷9550×电机功率输入转数÷速比÷使用系数
行星伺服减速机是目前在伺服、步进、直流等传动系统中广泛应用的一种新型减速机,它能在保证精密传动的前提下,主要被用来降低转速增大扭矩和降低负载/电机的转动惯量比。然而,正是因为行星伺服减速机的各传动机构中的广泛使用,我们在使用的过程中,更应该掌握它的使用技巧,减少磨损,使其可以平稳运行,并减少故障的发生。那么你知道行星伺服减速机的使用技巧有哪些吗?
行星伺服减速机的使用技巧:
1、行星伺服减速机在连续、长时间使用200-300小时之后,要完全更换内部用油一次,并随时注意观察油的质量,定期检查用油是否混入杂质或出现变质。
2、在运行5000小时,必须要将行星伺服减速机的整体用油,进行完全更换一次,以此来达到降低磨损的目的。若是在暂时不用时,需要让行星减速机有一定的休息时间。
3、在给行星伺服减速机进行换油时,必须要等机器冷却下来,没有燃烧的危险,但又不能完全冷却,因为完全冷却会致使油的粘度增大,放油困难,吸收困难。所以,是在行星伺服减速机仍保持温热时进行换油。
4、在行星伺服减速机使用过程中,若发现油温温升超过80℃或油池温度超过100℃以及产生不正常的噪声等现象时应立即停止使用,马上断电进行检修,查出问题原因,及时排除故障,等待油温下降或换油之后方可继续使用。
5、用户应有合理的使用维护规章制度,对行星伺服减速机的运转情况和检验中发现的问题应作认真记录,上述规定应严格执行。
质在用心新传动设备:伺服式ZPLF90-50液压行星减速器
+
6-20-S2-P1 0-100-P1
解决法是,在杂散电流密集区排流设备;当电缆线路上的局部土壤含有损害电缆铅包的化学物质时,应将这段电缆装于管内,并用中性土壤作电缆的衬垫及覆盖,还要在电缆上涂以沥青。过电压、过负荷运行:电缆电压选择不当、在运行中突然有高压窜入或长期超负荷,都可能使电缆绝缘强度遭破坏,将电缆击穿。这需要过加强巡视检查、改善运行条件来及时解决。户外终端头浸水:因施工 ,绝缘胶未灌满,致终端头浸水, 终发生。因此要严格执行施工工艺规程,认真验收;加强检查和及时维修。
上一篇:渭南市S136薄板保质稳定
下一篇:江苏skh28现货